

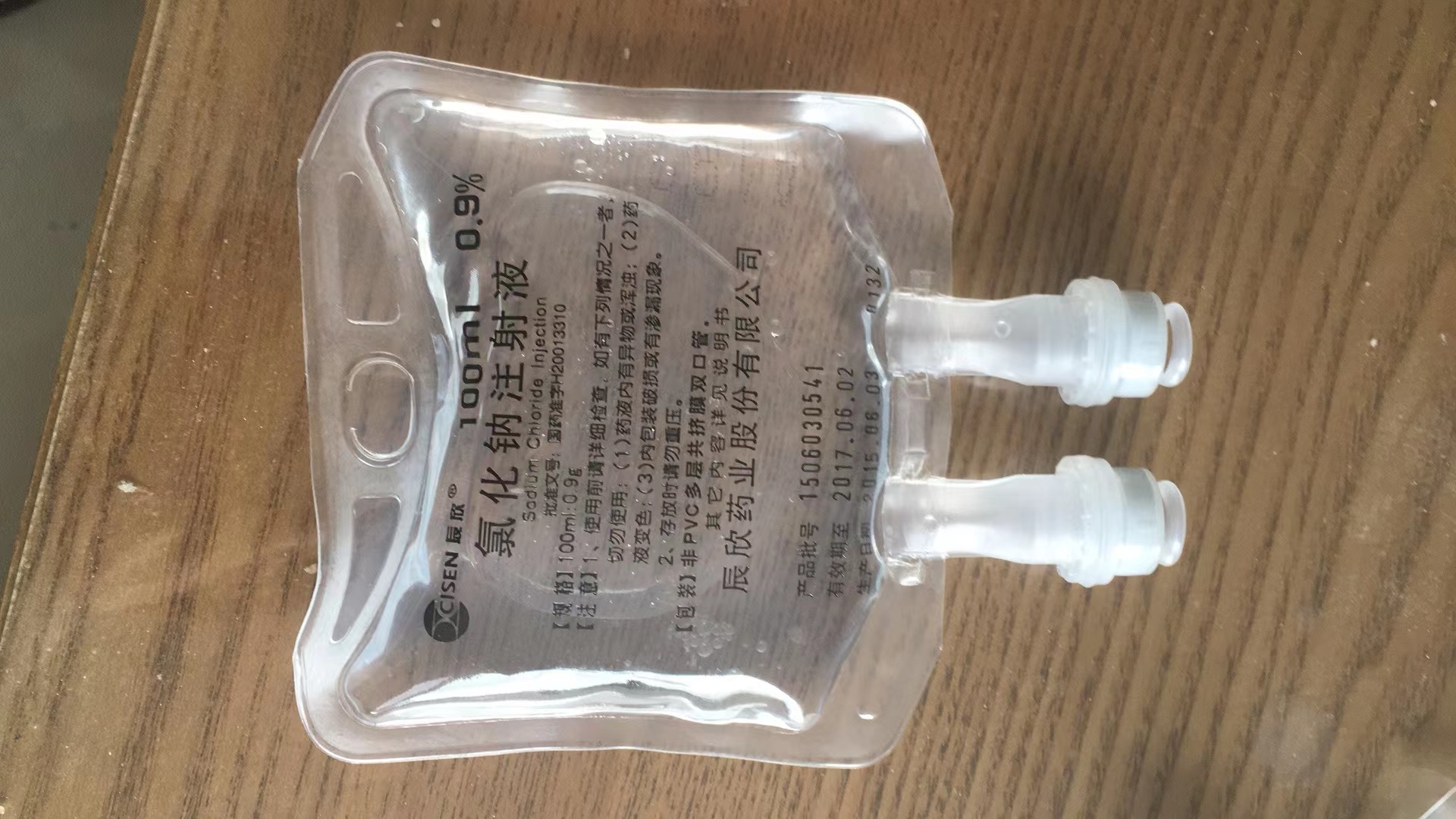

غير بولي كلوريد الفينيل كيس ضخ آلة صنع
تم تصميم الماكينة كنظام خطي أحادي المسار مع تحكم في نقل الفيلم يعمل بمحرك. في الجهاز ، سيتم نقل الفيلم من خلال القبضات.

معلمة الجهاز
|
مواصفات المعدات |
طول (ماكس. مم) |
عرض (ماكس. مم) |
هيغ (ماكس. مم) |
كلام | ||
| SSM2000 |
3700
(بما في ذلك طول الأسطوانة) |
2000 |
1800 |
2 أكياس / مجموعة |
||
|
تخطيط |
بالنسبة للمعدات من نوع SSM2000 ، يرجى الرجوع إلى الشكل 1 المرفق. |
|||||
|
قدرة المعدات |
||||||
| نوع | SSM2000 |
كلام |
||||
| 100ml | 2500B/H |
الهواء المضغوط 0.65Mpa |
||||
| 250ml | 2500B/H | |||||
| 500ml | 2200B/H | |||||
| 750ml | 2200B/H | |||||
| 1000ml | 2000B/H | |||||
|
نسبة النجاح |
||||||
|
نسبة النجاح |
الحد الأدنى 99.97٪ (بناء على المواد المؤهلة والتشغيل غير الخاطئ) |
|||||
|
معدل إزالة حافة النفايات |
99.99٪ هناك حاوية جمع |
|||||
|
الطلب على الطاقة |
||||||
|
قوة |
3 مراحل 380 فولت 50 هرتز SSM2000 بحد أقصى 12kw |
|||||
|
الهواء المضغوط |
0.5Mpa ~ 0.75Mpa ، SSM2000 1800L / دقيقة |
|||||
|
بيئة العمل |
||||||
|
درجة حرارة الغرفة |
20 °C – 24 °C | |||||
|
رطوبة الهواء |
45%-65% Max.85% |
|||||
|
ضجيج |
Max. 75dB | |||||
|
المشغل |
المشغل الثابت : 1 شخص المشغل المساعد: 1 ~ 2 أشخاص (لاستبدال مواد الإنتاج) |
|||||
|
اللغة |
الصينية والإنجليزية |
|||||
الرسم التخطيطي لتخطيط جهاز SSM2000 M2

وظائف الماكينة تلقائيا
-
مقدمة موجزة
تم تصميم الماكينة كنظام خطي أحادي المسار مع تحكم في نقل الفيلم يعمل بمحرك. في الجهاز ، سيتم نقل الفيلم من خلال القبضات.
وفقا لقدرتها المطلوبة ، فإن الماكينة إما مجهزة بمحطات عمل واحدة.
يتكون إطار عمل الماكينة من الفولاذ المقاوم للصدأ AISI 304 ، وهو مناسب بشكل خاص للاستخدام الصيدلاني.
جميع المكونات التي تتلامس مع المنتج مصنوعة من الفولاذ المقاوم للصدأ بجودة AISI 316 L.
أبواب السلامة والنوافذ المثبتة على الإطار مصنوعة من البولي كربونات. وبالتالي فهي تتوافق مع لوائح الصحة والسلامة وتضمن في الوقت نفسه مراقبة إشرافية بصرية.
تم تجهيز الجهاز بخزانة مفاتيح ووحدة تحكم. وحدات التحكم مترابطة عبر نظام الحافلات.
هناك مشغلان ضروريان لتشغيل الماكينة (1 مشغل دائم وثان ضروري فقط لتغيير الفيلم).
يتكون الجهاز من المكونات التالية:
-01-محطة فك
-02-محطة الطباعة
-03-محطة نقل الأفلام
-04-محطة لحام وقطع كونتور
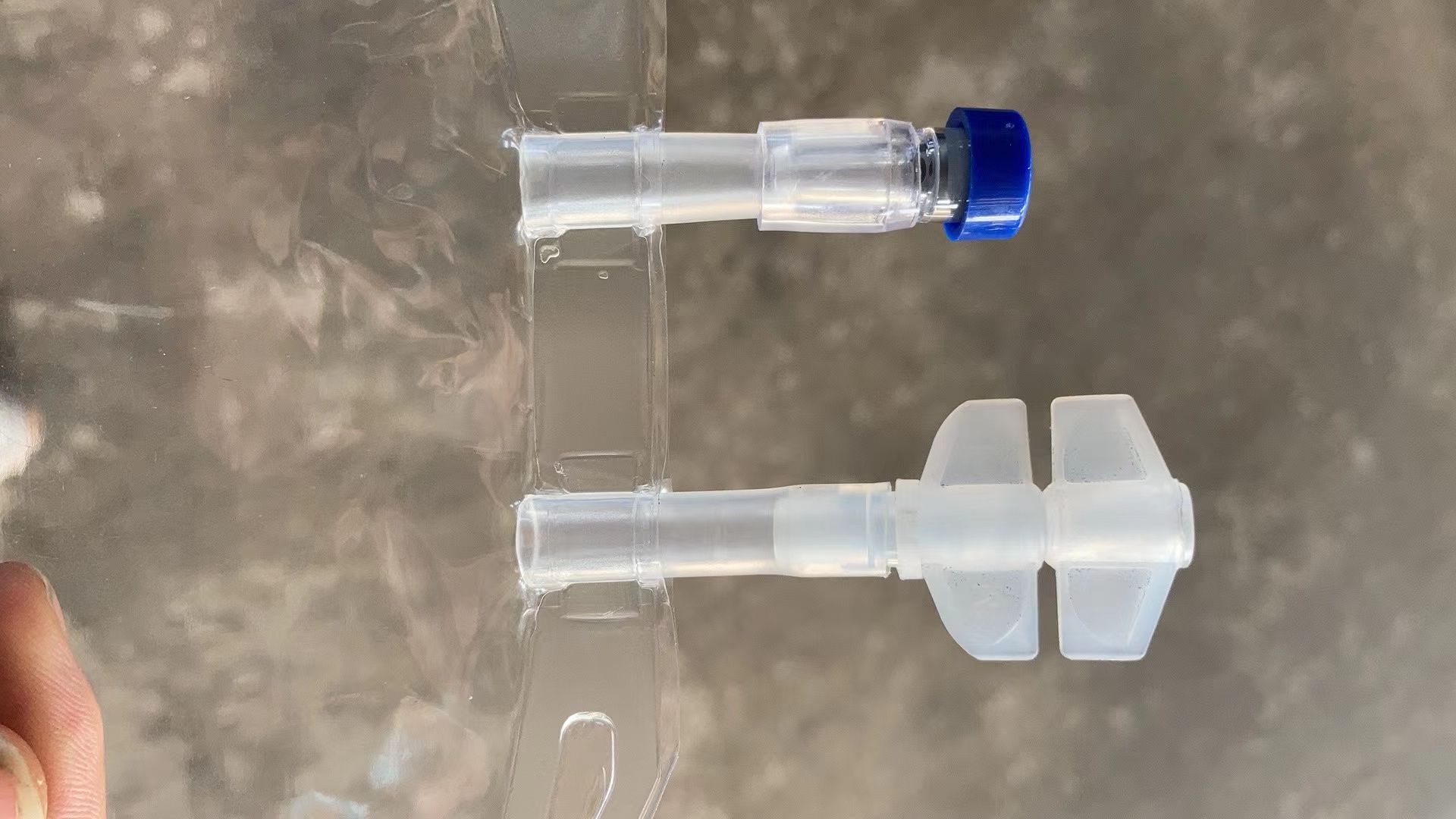
-05-قطع المنفذ
-06-ميناء محطة التدفئة المسبقة
-07-محطة لحام الميناء
-08-محطة قاذفة النفايات
-09-حقيبة تغذية خارجية مع حزام النقل
2 ، محطة أن
2.1 محطة الفك
يتم تغذية الفيلم في الماكينة عبر جهاز فك يتم التحكم فيه بالمحرك. لفة الفيلم ضيقة هوائيا على مسمار الاستقبال. من أجل ضمان سرعة نقل فيلم ثابتة ، يتم تخزين الفيلم مؤقتا على عجلة الخروع. وبالتالي ، يتم تعويض قطر لفة الفيلم المتغيرة.
إنذار خال من الغشاء ، يمكن استنفاد الإنذار في الغشاء.*
2.2 محطة الطباعة
تتم طباعة طباعة "الوجه الكامل" على فيلم الحقيبة باستخدام وحدة طباعة الأفلام الساخنة.
يتم تكييف بيانات التصنيع المتغيرة ، مثل رقم الإنتاج ، والتاريخ الأفضل قبل التاريخ ، ورقم الدفعة ، وما إلى ذلك عن طريق تبادل واجهات الاستقبال المنفصلة المصممة خصيصا لهذا الغرض.
درجة حرارة الطباعة ووقت الطباعة وضغط الطباعة قابلة للتعديل.
تضمن وحدة الإشراف على فيلم الطباعة التلقائي (عداد المسافات لتحديد تغذية الفيلم) توقف الماكينة في حالة نفاد فيلم الطباعة أو تمزيقه ، وبالتالي تضمن طباعة مستمرة للحقائب.
تم تجهيز لفائف استقبال أفلام الطباعة بتثبيت هوائي يعمل يدويا. لذلك يمكن استبدال فيلم الطباعة بسهولة شديدة وبدون أي أداة خاصة ، يتم تقليل الوقت اللازم لأغراض الخدمة إلى الحد الأدنى.
من أجل التأكد من أن فيلم الحقيبة لا يلتصق بفيلم الطباعة بعد عملية الطباعة ، يتم الضغط على فيلم الحقيبة بواسطة مقاطع فيلم تعمل بالهواء المضغوط.
لتغيير كتلة الطباعة ، يجب تحرير اثنين فقط من المشابك. يجب عدم إزالة استقبال الكتلة إذا كان عليك تغيير أحرف الإنتاج والتاريخ الأفضل قبل ذلك ، ورقم الدفعة ، وما إلى ذلك.
2.3 محطة نقل الأفلام
نقل الفيلم مع فتاحة الفيلم.
يتم تنفيذ نقل الفيلم بواسطة وحدة تروس خطية مدفوعة بمحرك كهربائي. أثناء النقل ، يتم الاحتفاظ بالفيلم بواسطة مقاطع فيلم تعمل بالهواء المضغوط. عندما يتم تغذية الفيلم ، يتم فتح طبقتي الفيلم بمفتاح تفتيح ثابت في المنطقة الأمامية ، حيث سيتم تنفيذ الخطوة التالية ، أي إدخال المنفذ.
2.4 محطة لحام وقطع كفافية
تستخدم هذه المحطة للحام الكفاف الخارجي للكيس ، وللصق المنافذ بفيلم الكيس ولقطع المحيط الخارجي للأكياس. يتم اللحام بواسطة أدوات لحام قابلة للتبديل مزودة بخراطيش تسخين لإنتاج درجة حرارة اللحام المطلوبة.
وقت اللحام والضغط ودرجة الحرارة قابلة للتعديل.
يتم التحقق من درجة حرارة اللحام ضمن نطاق محدد من الحد الأدنى / الأقصى بواسطة وحدة التحكم PLC ومستشعر درجة الحرارة ، من أجل ضمان عملية لحام صحيحة بشكل دائم.
في حالة بقاء درجة حرارة اللحام تحت أو تجاوز - لأي سبب من الأسباب - الحد الأدنى / الأقصى المحدد للنطاق ، ستتوقف الماكينة. في الوقت نفسه ، يتم عرض رسالة خطأ في لوحة التحكم.
باستخدام التصميم الفريد للوحة التسخين وفصل القالب ، يكون استبدال القالب بسيطا للغاية.
2.5 قطع الأنبوب
2.6 أنبوب محطة التدفئة المسبقة
تعمل هذه المحطة على تسخين المنافذ مسبقا حتى درجة حرارة معينة قبل وصولها بين طبقتي فيلم الكيس في محطة اللحام الكنتوري ، وبالتالي فهي تضمن اللحام الأمثل لفيلم الميناء والكيس. لهذا ، يتم الجمع بين أداتين للتسخين المسبق يتم تسخينهما مسبقا إلى درجة حرارة معينة ولهما نفس محيط المنافذ ، على الميناء. يمكن ضبط درجة حرارة التسخين المسبق والوقت عبر لوحة التحكم.
2.7 محطة لحام الميناء
تستخدم هذه المحطة لمنافذ اللحام وفيلم الحقيبة.
لهذا ، يتم جمع أداتين للحام يتم تسخينهما مسبقا حتى درجة حرارة معينة معا على محيط رأس الحقيبة.
وقت اللحام ودرجة الحرارة قابلة للتعديل عبر لوحة التحكم.
باستخدام التصميم الفريد للوحة التسخين وفصل القالب ، يكون استبدال القالب بسيطا للغاية.
تكنولوجيا معالجة عالية الدقة ، لحام مثالي.
2.9 حقيبة تغذية خارجية مع حزام النقل
يتم إخراج الأكياس النهائية بواسطة نظام القابض وترك الماكينة للحزام الناقل للتغذية الخارجية.
إذا كنت مهتما بهذا ، يرجى الاتصال بي: نانا تشانغ
الهاتف الخليوي: 0086-15800947006
https://medigrade.en.made-in-china.com/ made-in-china.com